真空炉石墨风管的工艺要求涉及材料挑选、加工精度、结构规划、表面处理、质量检测等多个方面,以下为详细分析:
一、材料挑选要求
纯度标准:石墨纯度需到达99.9%以上,关键部件(如加热元件)乃至要求99.99%以上,以避免杂质在高温下蒸发污染工件。例如,半导体单晶硅生长炉中,石墨坩埚的金属杂质(如Fe、Ni)含量有必要低于10 ppm。
灰分操控:灰分含量需低于0.1%,避免灰分在高温下构成熔融物,导致炉内结渣或材料失效。
高温强度:石墨在2500°C以下需保持稳定机械强度,抗弯强度应高于20 MPa(检验标准:ASTM C651)。
抗氧化性:在真空或低氧环境中,石墨需通过表面SiO?保护膜或涂层技术,完成抗氧化寿数逾越1000小时(800°C工况)。
耐腐蚀性:在熔融金属(如铝液)、酸性气体(如Cl?)环境中,石墨需具有长时间抗腐蚀能力,腐蚀速率低于0.1 mm/年。
导电性:电阻率需操控在8-15 μΩ·m范围内,以满足不同功率加热元件的电流承载需求。
热导率:石墨的导热系数需依据使用场景调整,例如隔热屏需低热导率(<10 W/m·K),而散热部件则需高热导率(>100 W/m·K)。
二、加工精度要求
成型工艺:
等静压成型:用于出产高密度(≥1.85 g/cm3)石墨件,确保材料内部无气孔、结构均匀。
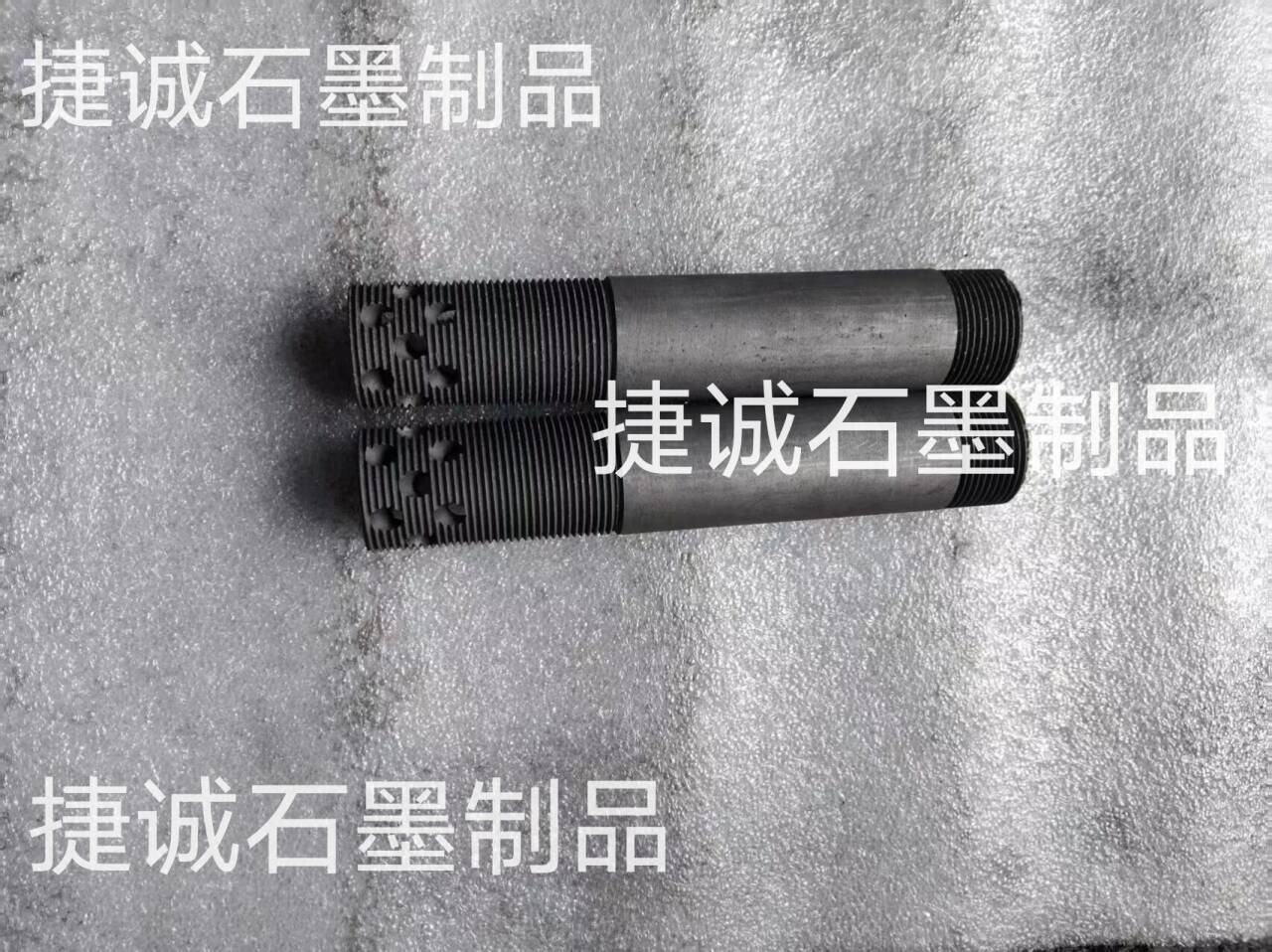
模压成型:适用于复杂形状部件(如螺纹石墨螺栓),标准精度需达±0.05 mm。
3D打印技术:新式的增材制造技术可完成多孔石墨结构,用于轻量化支撑件或定制化流道规划。
标准精度:石墨风管的标准精度需严格操控,确保与炉体和其他部件的协作精度。例如,风管外径或外边长的容许差错可能为负差错,详细数值依据风管标准而定。
表面粗糙度:石墨风管的表面粗糙度需满足必定要求,以确保气流顺畅和减少阻力。
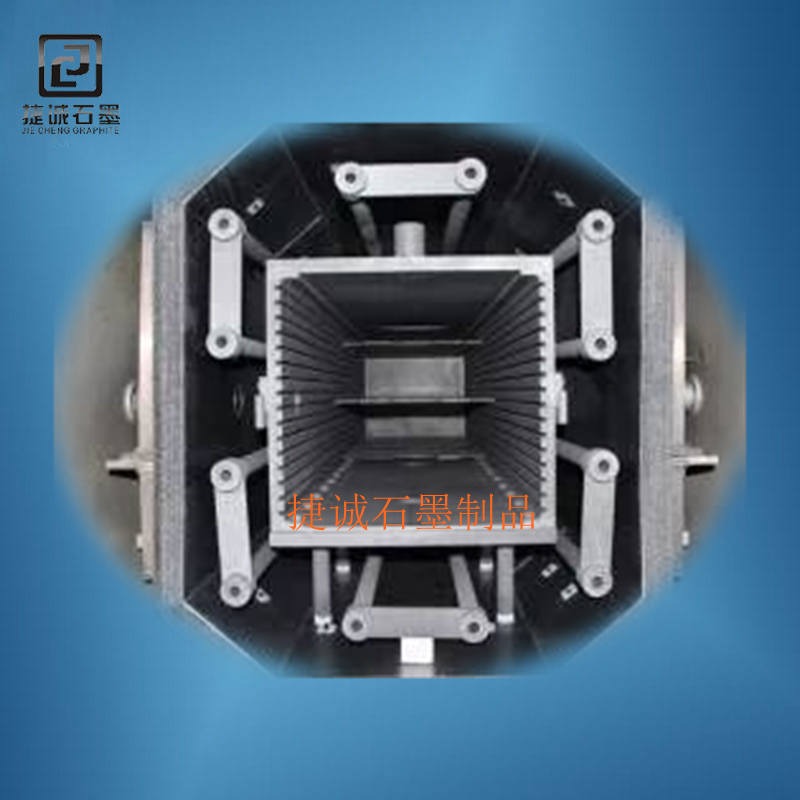
三、结构规划要求
通风口规划:通风口需向炉内供给适量的空气,确保炉内的氧气供给,这是热处理或熔炼过程中必不可少的条件。
冷却通道规划:冷却通道需通过气流与石墨材料的热交换来下降炉内的温度。气流在通过冷却通道时,与石墨材料产生热交换,将热量从气流中转移到石墨材料上,然后有效地避免炉内温度过高。
过滤器规划:在炉内进行热处理或熔炼过程中,可能会产生一些有害气体或烟尘。石墨风管内部的过滤器能够有效地去除这些有害物质,确保排出的气体契合环保要求。
四、表面处理要求
研磨抛光:可下降表面粗糙度至Ra≤0.4μm,减少热辐射不均。
涂层技术:CVD堆积SiC涂层(厚度5-20μm),提高抗氧化性(1600°C下寿数延伸2倍)。
五、质量检测要求
密度与孔隙率:选用阿基米德法测定密度,孔隙率需低于5%。
机械强度检验:三点曲折试验(ASTM D790)评估抗弯强度,压缩强度需高于50 MPa。
热重分析(TGA):评估材料在高温下的质量损失率,要求1500°C下失重率<0.5%。
热胀大系数检验:选用激光胀大仪丈量,确保线性胀大系数<4×10??/°C(20–1000°C)。
腐蚀试验:将石墨件浸泡于熔融铝液或酸性溶液中,检测表面腐蚀深度与微观结构变化。
气氛模仿检验:在真空炉中模仿实际工况(如H?、N?混合气氛),验证材料稳定性。
六、设备与设备要求
设备方式:包括焊接、搭接等,确保石墨件与金属导线的安定衔接。
设备精度:在设备风管前,应将图纸与施工现场进行核对,查看能否按规划的标高和位置进行设备。风管的衔接应平直、不歪曲,且衔接法兰的螺母应在同一侧。
密封功能:风管与风管法兰间的垫片选用厚3mm及以上的耐热橡胶板,垫片不该凸入管内,亦不宜杰出法兰,且垫片中不该含有石棉及其它有害成分,且应耐油耐潮耐酸碱腐蚀。