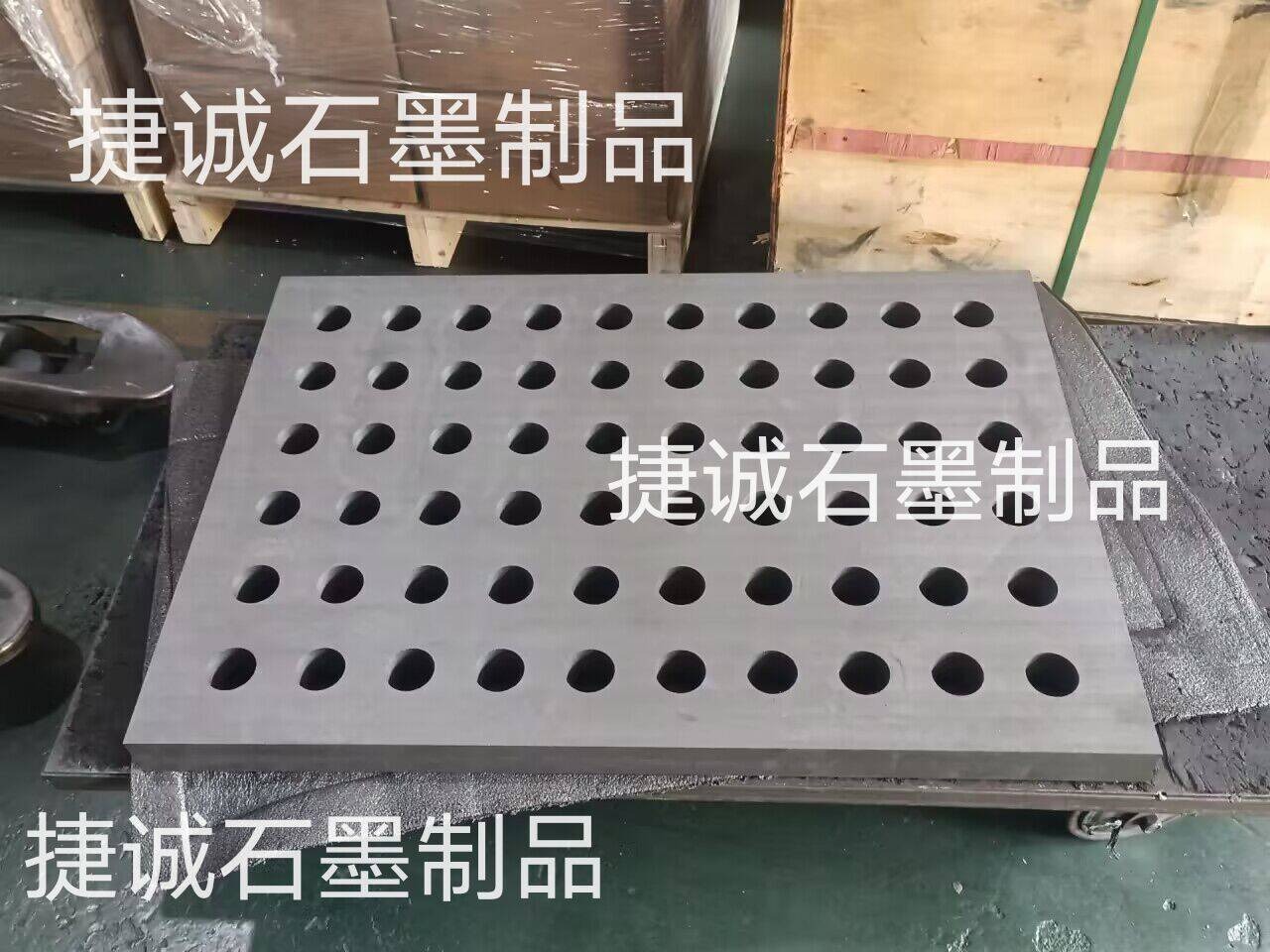
真空炉石墨炉床板的外表光洁度和精度是影响其运用功能和寿数的关键因素。为保证其满意高温、真空环境下的工艺要求,需从资料挑选、加工工艺、检测手段及保护保养等方面进行严厉操控。以下是具体措施和关键:
一、资料挑选与预处理
高纯度石墨资料
纯度要求:挑选纯度≥99.9%的等静压石墨,削减杂质对外表质量的影响。
颗粒度操控:选用细颗粒石墨(如<20μm),进步资料细密度和加工功能。
预处理工艺
高温纯化:在慵懒气氛下进行高温纯化处理(2500-3000℃),去除挥发性杂质。
浸渍处理:对多孔石墨进行树脂或碳化硅浸渍,进步外表硬度和耐磨性。
二、加工工艺优化
精细加工办法
数控加工(CNC):运用高精度五轴加工中心,经过优化刀具途径削减振动和切削力波动。
研磨与抛光:
粗研:选用金刚石砂轮(粒度#600-#800)去除加工余量,操控外表粗糙度Ra≤3.2μm。
精研:运用树脂结合剂砂轮(粒度#1200-#2000),将Ra降至≤1.6μm。
抛光:选用氧化铝或碳化硅抛光液,终究Ra可达≤0.4μm。
加工参数操控
切削速度:依据石墨硬度调整切削速度(通常为500-1500mm/min),避免高温导致石墨氧化。
进给量:选用小进给量(0.01-0.05mm/rev),削减外表波纹度。
冷却方法:运用干式切削或微量光滑(MQL),避免冷却液污染石墨外表。
三、精度操控技术
夹具与定位规划
真空吸附夹具:经过真空吸附固定工件,削减夹紧变形。
三点定位:选用高精度定位销和V型块,保证工件装夹重复定位精度≤0.01mm。
差错补偿技术
热变形补偿:经过热电偶实时监测加工区域温度,批改机床热差错。
几许差错补偿:利用激光干与仪丈量机床几许差错,建立差错补偿模型。
四、外表质量检测
外表粗糙度检测
仪器挑选:运用白光干与仪或触针式粗糙度仪,丈量Ra、Rz等参数。
检测规范:依据工艺要求,外表粗糙度需满意Ra≤0.8μm(精细工艺)或Ra≤1.6μm(一般工艺)。
平面度与平行度检测
仪器挑选:选用激光干与仪或三坐标丈量机(CMM),检测平面度≤0.02mm/m,平行度≤0.03mm。
无损检测
超声波检测:检查内部缺点(如裂纹、孔洞)。
X射线检测:评价资料细密度和微观结构。
五、后处理与保护
外表防护处理
涂层技术:在外表涂覆碳化硅(SiC)或氮化硼(BN)涂层,进步抗氧化性和耐磨性。
防氧化处理:在慵懒气氛下进行高温处理,形成细密氧化保护层。
清洁与保养
清洁工艺:运用无尘布和异丙醇擦洗外表,避免残留物影响真空度。
存储条件:存放在干燥、无尘环境中,避免外表吸附水分或杂质。
六、质量操控体系
进程监控
SPC计算进程操控:实时监控加工参数,保证进程稳定性。
首件检验:每批次加工前进行首件检验,验证工艺参数。
继续改进
FMEA剖析:辨认潜在失效形式(如外表裂纹、尺度超差),拟定预防措施。
工艺优化:定时评价加工作用,调整刀具、切削参数或抛光工艺。
七、典型案例
某真空炉制造商:经过优化CNC加工参数和引进研磨抛光工艺,将石墨炉床板外表粗糙度从Ra 3.2μm降至Ra 0.4μm,平面度从0.05mm/m提高至0.01mm/m,产品合格率进步至98%以上。
半导体设备厂商:选用激光干与仪和三坐标丈量机进行全尺度检测,保证石墨炉床板满意真空度≤10??Pa和温度均匀性±5℃的要求。
八、总结
操控真空炉石墨炉床板的外表光洁度和精度需从资料、加工、检测和保护全流程下手。经过挑选高纯度石墨、优化加工参数、引进精细检测技术和实施严厉的质量操控,可明显提高产品功能和可靠性,满意高端真空炉的应用需求。